
Page 2
The following describes how to build the AUDIT (AUDIo Test) instrument that generates audio test signals, including white and pink noise, square wave tones and audio test signals. This instrument is based on the AGEN module. Because the AGEN module is documented elsewhere, this document only describes how to build, wire, operate and troubleshoot the instrument.
The intent of this project is to show how an AGEN module can be connected to a few external components to make a simple audio test instrument. Because the instrument was built primarily for internal use, it is not as polished as one might expect from a typical project. For example, some of the labels are not placed optimally and the panels are not highly finished. But, the project does show how simple circuitry and construction techniques can readily produce a useful instrument using the AGEN module.
The AUDIT test instrument is enclosed in a custom-fabricated case that is built with surplus circuit board that is cut to size with metal shears and fastened together with aluminum angle stock, screws and glue. Because the construction of this enclosure may be of interest, it is also included in the project description.
The parts list in this document includes only the additional components and material needed to build the AUDIT intrument.
Page 3
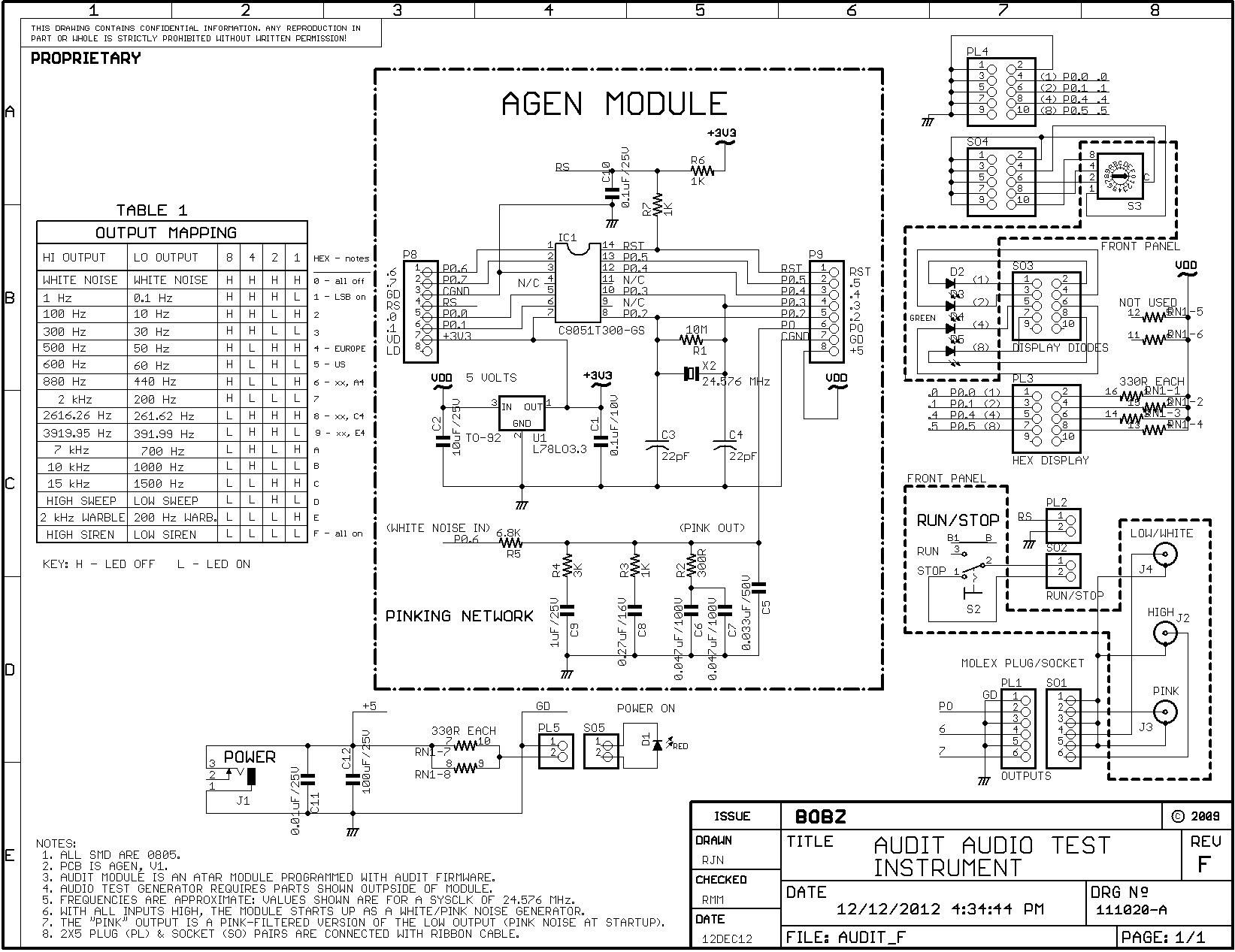
For the following, refer to Schematic 1 titled "AUDIT AUDIO TEST INSTRUMENT." The schematic shows the components, circuitry and pinouts for the AUDIT Module and also shows how the module is wired to produce the AUDIT audio test instrument. You can also download this schematic.
As shown in the function table, the AGEN module has four inputs that are coded as a single hexadecimal digit ranging from $0 to $F. Thus, the hexadecimal digit "$A" corresponds to a binary-coded input of "L H L H" in the function table. This indicates that, if the processor inputs for port bits 5, 4, 1 and 0 are wired low, high, low and high (respectively), then a 7 kHz square wave appears on the "HIGH" output and a 700 Hertz square wave appears on the "LOW" output.
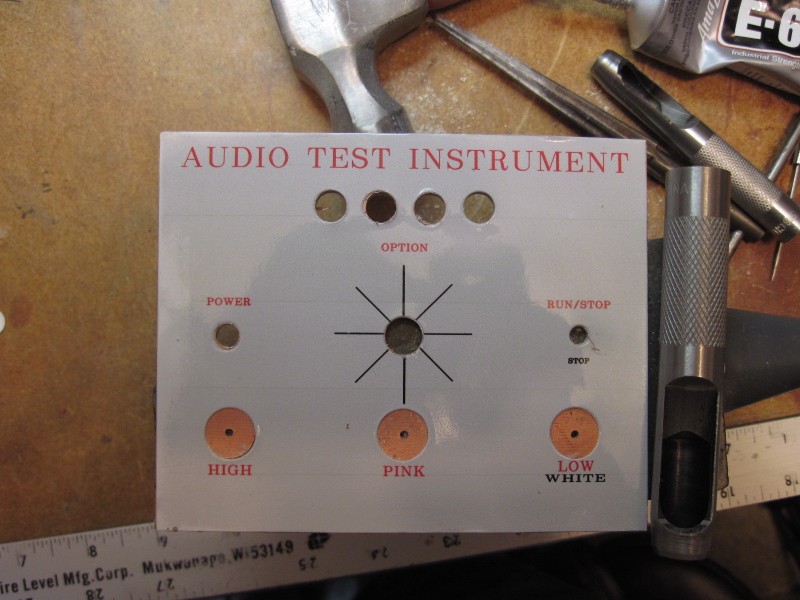
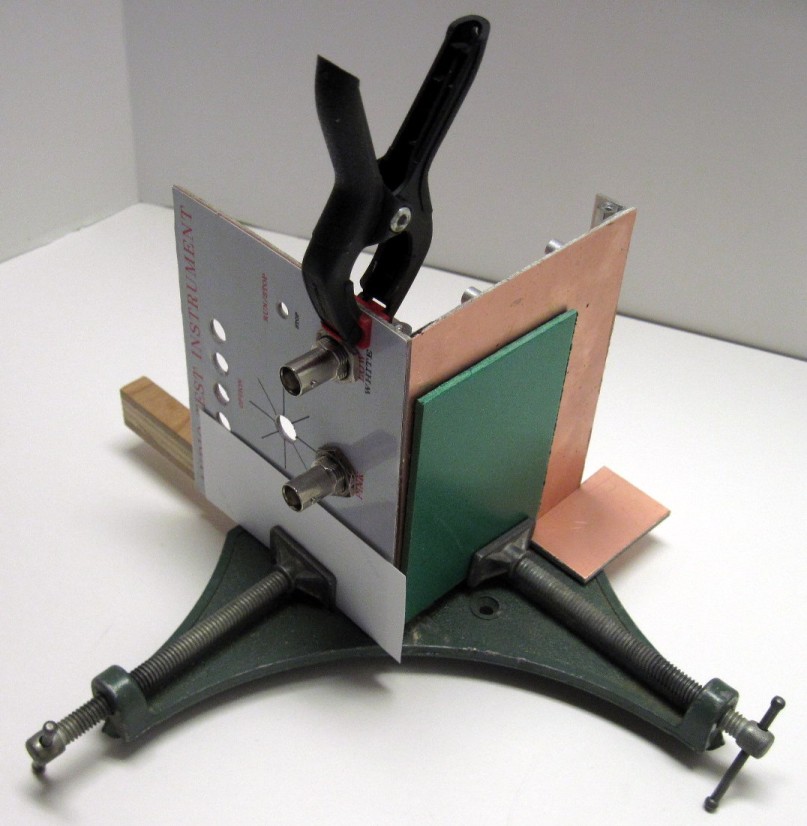
This input arrangement allows the inputs to be selected with a hexadecimal-coded rotary switch. This Option switch is shown in Photo1 -- it is the large switch in the center of the front panel with the green-insert knob.Proper indexing and labeling of the 16 possible positions of the hex-coded selector switch is somewhat difficult because of the limited front-panel space. A somewhat larger case may help solve this problem. To conserve panel space, four front-panel LEDs are used to indicate, in a hex-coded binary sequence, the 16 switch positions. This is a somewhat "techy" solution but it is assumed that most of the target audience for this simple instrument are already familiar with hexadecimal representation in an "8 4 2 1" format.
The front panel also has a power indicator LED. It is located to the left of the Option switch. There is no ON/OFF switch for the instrument -- it powers up when the five-volt Power Wart is plugged in.
The RUN/STOP switch is used to start a new function after the Option switch is changed. The switch just resets the AGEN module so that it can read the four Option bits at startup and generate the appropriate outputs. The RUN/STOP switch is located to the right of the Option switch.
The BNC output jacks are located in a horizontal row under the Power, Option and RUN/STOP hardware. Two jacks provide outputs for the high and low signals in the function table. A third jack, located in the middle under the Option switch, is labeled "Pink." It is primarily used to output pink noise when the Option switch is in the "F" position (all LEDs off). Signal output is available at this jack in other positions but, because of the rolloff and filtering of the pinking network, outputs from the "Pink" jack may be of limited use.
The output functions available at the jacks and their drive capabilities are described in the AGEN documentation.
Page 4
The project is built in a simple 4" wide by 5" long by 4" deep enclosure. The enclosure panels are made from rectangular pieces of 1/16" thick copperclad circuit board that was on hand. Panels cut from aluminum sheet would probably be more cost-effective if the material has to be purchased.
The enclosure framework is built with 1/2" by 1/2" aluminum right-angle corner stock. This angle stock provides fastening and stiffening for the enclosure panels. Threaded standoffs are glued in the corners of the angle stock to provide fastening for the enclosure ends.
The front panel label overlay was produced by printing out a full size layout from a panel layout program and glueing it on the panel.
The AGEN module is mounted on a small piece of proto board (motherboard) mounted to the bottom of the enclosure. Except for a few resistors, capacitors and connectors, all other hardware mounts on the front panel. Socket connectors press-fitted to ribbon cable connects the front panel components to the proto board via the plugs mounted on the edge of the proto board. The ribbon cable wires are stripped out at the front panel to connect to switches, LEDs and BNC connectors.
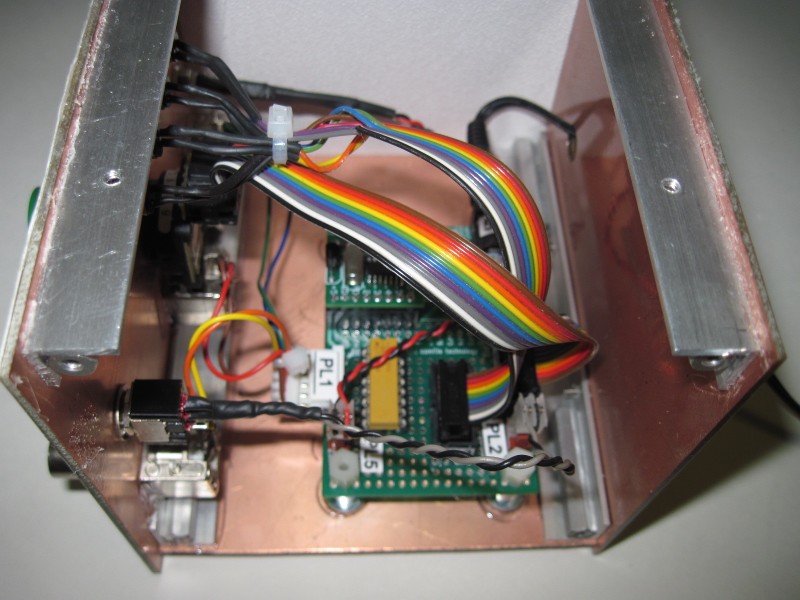
Photo 7 shows the inside of the finished enclosure and the connections between the proto board and front panel. Note the AGEN module located on the left side of the board.
To add some polish to the project, a custom overlay was designed for the front panel using Front Panel Designer®, free panel layout software available from Front Panel Express, LLC. This software produces simple full-scale front panel layouts that can be used to lay out panel cut and drill points. The panel layout can also be printed on heavy photo paper and glued to the front panel to produce a professional-looking front panel overlay. An engraved panel can also be easily ordered using the software. The software provides a cost estimate so that various panel materials and features can be adjusted to reduce costs.
The front panel template is available on the documentation disk in the /projects/audit/hardware directory to make front panel fabrication easy. Problems with labels and component positioning that are visible on the photos have been corrected in the layout file so that your results should be better than ours.
Before cutting the front panel blank, we suggest that you print out the template so that the cut size of the panel exactly matches the template. The front panel uses a 5" wide by 4" high piece of 1/16" thick copperclad circuit board stock. Before cutting, the panel was scribed with a square using the panel edges to determine the edge start points. The panel was cut out of a larger panel using a metal shear with 4 inch jaws (the larger the better).
Page 5
Once the front panel is cut, the template can be glued or taped to the panel blank to determine the drill points (use the print option that turns on the centering marks). The best way to mark the drill points is to use an optical punch. If you routinely do layouts, this can save a lot of frustration: punch points are always positioned correctly and punched vertically. The punch we use was purchased from The Flexbar Machine Corporation and is model 14517. The cost is about $50, but is well worth it if you regularly do any layout work.
Once the drill points are marked, the panel holes can be drilled or punched. If you use the template, these will exactly match the panel overlay. To produce a finished panel overlay, print another template (without the hole centering marks) on heavy duty printer paper. We used the heaviest stock we could find with a glossy finish. For some reason, the semi-gloss results were disappointing, but this was probably more a matter of technique than materials.
Be very careful when cutting and handling the front panel. For easier handling and to facilitate the next step (spray coating), leave an inch margin around the overlay edge markings. The overlay should be handled only by grasping these margins (or by the edges). In Photo 2 you can see some of the background printing has rubbed off at the left side because it was touched before final preparation.
Before applying the overlay to the front panel, it must be coated with a clear acrylic spray to give a glossy finish and protect against abrasion and water damage (ink jet inks are not waterproof).
Almost any high-quality clear acrylic spray coat can be used. We have used several different brands without noticing much difference. The essential "trick" to getting a good coating is to keep the overlay completely flat during spraying and drying. To ensure that the overlay remains completely flat during spraying, we suggest taping it to a scrap piece of flat plywood or pressboard using painter's tape applied across the unused margin of the rough-cut panel overlay. Alternatively, you can fasten tape to the board with the sticky side out and stick the cut-to-size overlay to that. Photo 11 shows such a tape-up for a different audio generator that uses this technique.
Spray the overlay in an sheltered space that that is relatively free of airborn dust (outside is not recommended). If possible, spraying should be performed in a reasonably warm environment (e.g., during the day). Of course, the spray area should be well-ventilated.
Spraying technique is not particularly critical, but we recommend thoroughly shaking the can before spraying. Apply several light coats first to ensure full coverage across the overlay surface. After the light coats, spray heavily. The spray distance is not too critical: a foot away or somewhat closer produce good results. The spray should be close enough to heavily coat the overlay. Keep the can moving: don't stay in one spot. The coats may visibly build up in some spots but, if the surface is flat, any buildups should flow together smoothly. If you haven't prepared an overlay before, we recommend making a small test overlay. Once sprayed, the overlay should be left undisturbed overnight or until the coating tests completely dry (test in the areas that will be cut out).
Page 6
The preparation of the overlay is not as difficult or involved as the above instructions might make it seem.
Once you have a sprayed and thoroughly dried overlay, there is one final step before applying it to the front panel: cutting out the holes marked on the overlay. The best way to cut out the holes is to use a set of hollow punches. These are heavy metal punches that are typically used to cut out round washers and gaskets from leather or rubber sheets. We used an inexpensive 9-piece set, #3838, purchased from Harbor Freight. These cost under $10.
To cut the holes, tape the overlay flat on a piece of pressboard or plywood with the hole markings facing up (see Photo 11). For each hole, select the appropriate punch -- a little oversize is better than undersize because nuts and flanges will usually cover the excess cutout.
Punch the holes with a large heavy hammer with a big head (you don't want to miss and hit the panel). A small hand sledge hammer or shot-filled hammer is ideal. Most holes will take considerable force and perhaps several hits at different angles. Be sure to cut completely through: don't be tempted to pull out a "hanging" hole piece.
Again, it isn't all that difficult but a few test punches on the overlay edges will help to get a feel for the punch technique. One last caution: do not punch the overlay before spraying! If you do this, the acrylic spray will soak into the backing paper and discolor the overlay. Also, the overlay will tend to stick to the spray board (not good). There is no substitute for a clean cut hole. Cutting the hole with a exacto knife or punching out small holes with an awl are a waste of time. Above all, don't even think about drilling, even with a Forstner bit.
After punching, cut the excess edges off the overlay (don't touch, use disposable gloves). Now you should have a finished overlay that is ready to glue to the drilled front panel. There are probably many good ways to glue the overlay to the panel blank. Contact cement, rubber cement or spray adhesive should work, but we haven't tried these.
We use our old friend E-6000®. For panel work we use a thinner consistency E-6000® labeled Quick Hold®, but normal consistency is also satisfactory. The cement should be applied in a zigzag pattern in two directions at right angles to each other. The glue should also be applied near (but not at) the edges. Glue should be applied in an ring around the bigger holes but not close enough to them to bleed out into the hole space. E-6000® is very forgiving and if there is a little excess at the edge or in the holes, it can be easily trimmed after drying. It is often not necessary to spread glue out to the hole edges because indicator flanges and panel mounting nuts will hold the overlay near the hole.
After drying, excess glue can be removed by gently rubbing it with your fingers or a soft cloth. Wiping the glue while it is wet is generally not advisable, but usually successful.
To press the overlay flat against the panel, a rubber or plastic roller works well. As long as there isn't any excess glue, you can place a heavy weight on the panel while it dries. Put weight on the panel with the overlay side down -- using the plywood spray/punch sheet provides a flat, clean glue-up surface. If the panel sticks slightly to the board, it can usually be lifted off without damage to the overlay (E-6000® is very forgiving for small amounts of excess glue -- it usually rubs right off).
Page 7
Photo 2 shows the front panel overlay glued on a piece of circuit board. Some of the panel mounting hole outlines have being punched out with a gasket punch to reveal pilot holes drilled according to a layout overlay. Other holes have been drilled, reamed or punched to their final sizes.
Note that the three BNC holes are not yet drilled or punched out. We have found that, for larger holes, using a 1/2" reamer (also shown) often works better than using a drill and pilot hole. Holes of 1/2" or larger should be punched. Harbor Freight sells an inexpensive hand-punch set that works well for smaller holes and thin stock. For larger holes, a Greenlee punch is recommended.One final note: the glue instructions say that it can be used like contact cement by coating both surfaces to be glued and letting them dry to a semi tacky consistency. This may be a better way to glue the overlay to the panel but we have not tried it.
For the following description, refer to Photo 7.
The enclosure is held together with rails made of 1/2" by 1/2" aluminum angle stock. Photo 7 shows two of these panels joining the front, bottom and back panels. The angle stock is fastened to the panels, with glue or 4-40 screws, as appropriate. In most cases, the rails are attached with screws, but the front panel rails are glued to the panel to eliminate drilling screw holes through the front panel.
For screw-fastened rails, two holes are drilled in the rails and tapped to eliminate the need for a fastening nut. Users who do not want to tap holescan use nuts. A "poor man's PEM nut" can be made by gluing nuts or small tapped standoffs to the rails after the rail is screwed down. Screw holes are spaced consistently with a drilled template rail used as a drill guide. The four drill holes on the template should be drilled so that each hole pair is spaced differently for each rail side. Otherwise, longer screws might interfere with each other.
To fasten side panels to the enclosure, 1/2 inch threaded standoffs are glued in the corners of each rail end (see photo). This provides a secure threaded attachment for the sides. When gluing the standoffs to the inside corners, do not glue the standoffs flush with the rail ends. The standoffs should be glued so that they are pulled back from the rail end by about 1/16" -- this ensures that the side panels fit flush against the rail ends and do not rest on the standoffs which could otherwise vary in their protrusion from the end rails.
The bottom, back and top panels are finished by cleaning the copper surfaces and spraying them with clear acrylic spray. The spraying process is similar to that described above for the front panel overlay: the panels must be flat and a heavy spray coat is required for a smooth surface coating. The spray prevents discoloration due to oxidation and helps to resist abrasion and fingerprint marks.
Page 8
The bottom panel is built with a 4" by 5" piece of copperclad. The prototyping board for the AGEN module and other components is mounted to the bottom panel by first assembling the proto board with four threaded standoffs mounted in on its corners and then glueing the finished assembly to the bottom by applying a dab of glue to the standoff ends. You can increase the strength of the standoff to panel joint by fastening a washer on the standoff ends before applying the glue. This mounting method is used in a number of our projects because it eliminates having to drill accurate mounting holes in a panel. Photo 10 shows this mounting method.
The rail for the front panel is first glued to the finished bottom panel. In retrospect, fastening the rail to the bottom panel with screws and a tapped rail might provide a more secure fastening (but, the glue is extremely secure after a few weeks).
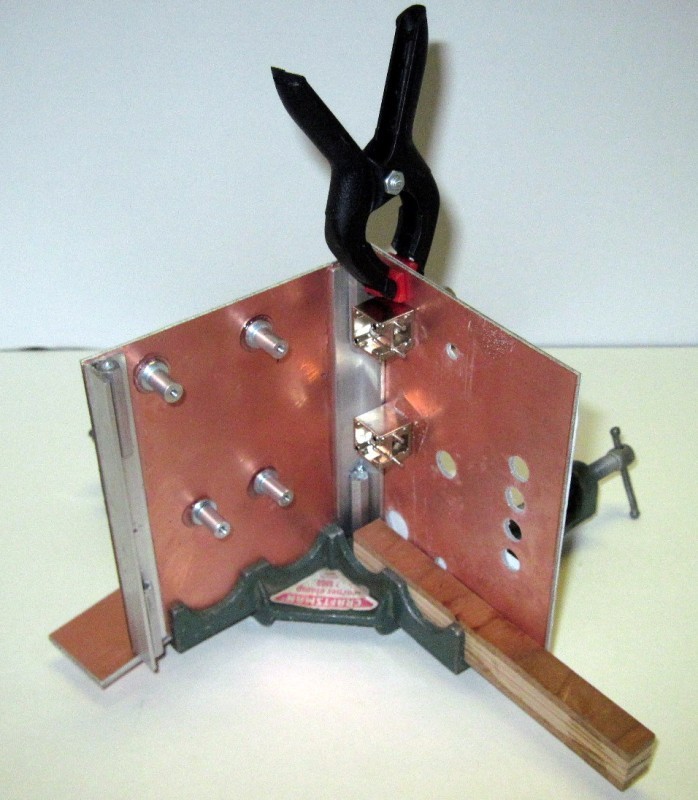
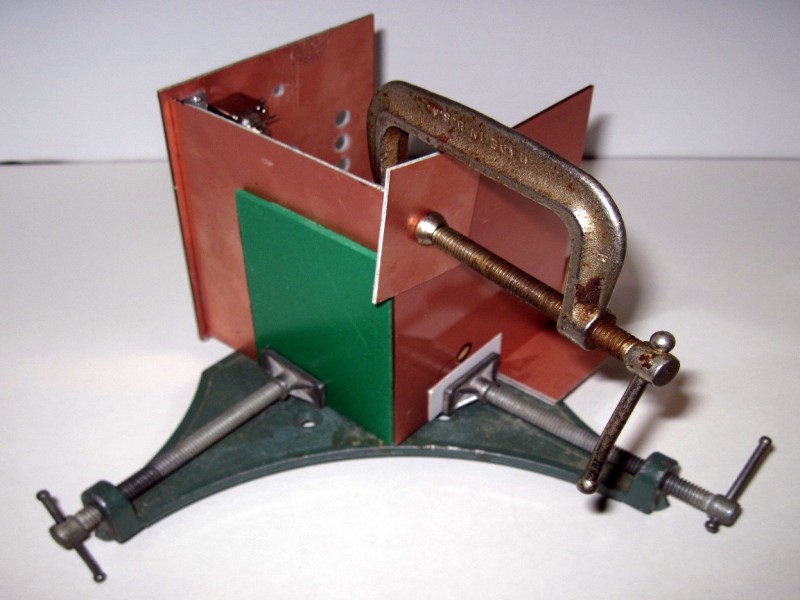
The front panel is glued to the bottom panel as shown in Photo 3 and Photo 4. As shown, the glue-up is facilitated with a corner clamp commonly used for picture frames. The bottom panel is not glued flush with the front panel: it is glued so that the bottom is 1/8" up from the bottom edge of the front panel. This is shown Photo 5. This is particularly important if you mount the front rail to the bottom panel with screws.
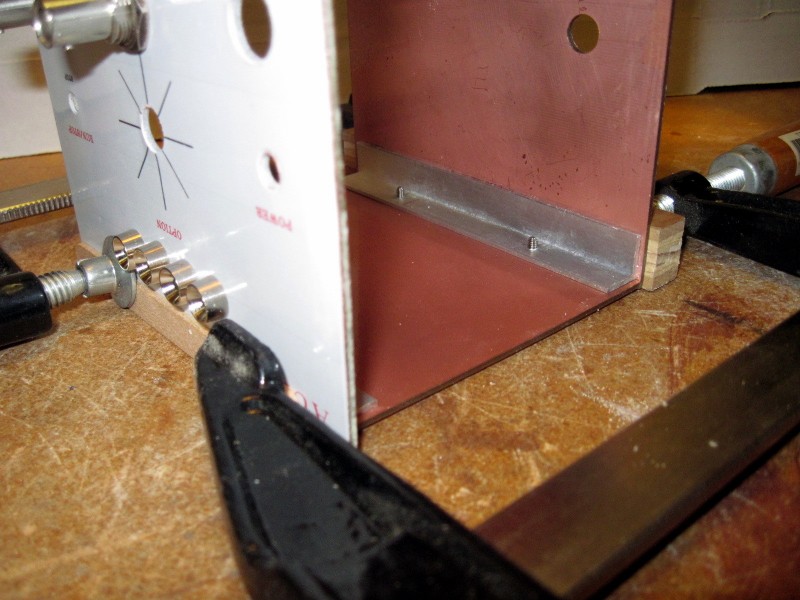
The rail for the back panel was also glued to the bottom panel but mounting with screws may be somewhat faster (i.e., glue-up time is eliminated). The bottom panel is, like the front panel, raised up 1/8" from the edge of the back panel. In Photo 5, note that, during the glue-up, the bottom panel is spaced up from the back panel with an 1/8" thick sheet of green plastic.
The back panel is a 4" by 5" piece of copperclad. A 1/2" hole is punched in the back to allow the 5 Volt power plug to pass through the panel and plug into the power jack on the proto board assembly. This pass-through is shown at the top right of Photo 10.
The back panel is fastened to the bottom panel with screws and tapped holes, as described above. The top rail is glued to the back panel with the top panel screwed in place, as shown in Photo 6. The back panel's top rail mounts about 1/8" from the edge so that the top panel will rest below the front and back panels. This also ensures that the screw heads for the top panel are not visible from the front panel.
In retrospect, it would probably be better to fasten the back panel's top rail with screws rather than glue. Although the glue is secure enough, screws are very secure and allow small adjustments. Also, with several right angle joints secured only with glue, the enclosure flexes and appears a bit flimsy. This is ok because everything becomes secure after the enclosure is buttoned up and allowed to dry for several days. However, it is better to use screws whenever possible.
Page 9
The top and side panels can be plain pieces of copperclad. We used thin pieces of plastic for the side panels and copperclad for the top. A clear piece of plastic can be used for the top if you want to show off your work. We leave the top and one side panel off because we use the instrument to test AGEN modules before shipment.
The side panel width is 4 inches but the height must be shortened to 3 3/4 inches to accommodate the raised bottom panel and the lowered top panel. The length of the top panel is also shortened to approximately 4 1/2 inches because of the thickness of the two side panels.
After the enclosure sides are cut an fitted together, take the top and one side piece off to provide access to the enclosure's interior. Mount the motherboard to the standoffs glued to the bottom of the box. This provides a reference point for cutting and wiring the cabling to the front panel. Also test fit the power connector, passing it through the back panel hole and plugging it into the jack mounted on the motherboard. Wire the motherboard and cable it to the front panel as described below.
The enclosure described above was an experiment to see if a custom enclosure could be built with parts on-hand. But, it probably makes sense to use pre-fabricated railing and less-expensive panels. One rail material that looks interesting is supplied by MicroRAX. The rail runs about $0.25 an inch, and the connector plates are extra. This makes a reasonably low-cost enclosure but is not nearly as cheap as the home-brew system described here.
Another custom chassis alternative is to use an existing enclosure and cover its front panel with a custom overlay like the one described above. This is much faster and probably cheaper than custom-fabrication.
One good source of nice project cases is old Heathkit instruments. The enclosures (or even complete instruments) are often available for a few dollars at Ham swap meets. They come in various sizes. A nice small case size is the one that is used for Q Multiplier and SWR meters. The next larger size case is one typically used for electronic switches for old oscilloscopes. This function is now obsolete and the switches are typically available with all knobs for around $5.00.
We have found that front panel switch and control cutouts can often be re-used. Because the overlay covers the entire panel, unused holes are covered up. Photo 13 shows a Heathkit front panel overlay for another project. The LCD display cutout was nibbled out using the front panel template temporarily pasted to the panel. The cutout can be a bit rough as long as it is slightly larger than the cutout pattern. That way, the precision-cut overlay covers the rough metal edges and presents clean edges.
Page 10
A motherboard measuring 2" by 3" provides mounting and wiring space for the AGEN module and connectors and components needed to connect to the power and front panel. The board is a scrap piece of "sea of holes" type motherboard with holes drilled in the edges to mount to the bottom plate standoffs.
Photo 7 and Photo 10 show the two ends of the motherboard with the AGEN module plugged in.
For the following, also refer to Schematic 1 to show the correspondence between the schematic and the instrument components described below.
Two 8-pin rows of socket strips are soldered to the left end of the board to receive the pins of the AGEN module. A power jack and input capacitor also mount near a corner of the left end to receive the power jack and act as a power distribution point.
On the other end of the board there is a 16-pin machined-pin socket for the DIP-format resistor array. PL3, a 2 by 5 shrouded IDC plug, is mounted near the resistor network because its pins wire straight across to the resistor network. The network provides current limiting for the Option indicators (HEX display) and the power LED on the front panel (two resistors in parallel).
Connections to the Option LEDs are via a color-coded IDC socket and cable assembly. The socket, SO3, connects between PL3 on the motherboard and the HEX display LEDs on the front panel. The indicator cable is stripped out on the LED ends and soldered to the individual LEDs. We used heat shrink on the wires to avoid shorts and dress up the wiring. Tie wraps secured over the heat shrink neatly bundles the LED wires an they come off the front panel.
A separate 2-pin Molex plug/socket pair (PL5 and SO5) mounts on the front right edge of the motherboard to connect the resistor array to the Power LED.
Similarly, a 2-pin Molex plug/socket pair (PL2 and SO2) mounts on the back right edge to connect the RUN/STOP switch to the reset line on the AGEN module.
PL4 is a 2 by 5 shrouded plug that wires the HEX-coded option switch to the motherboard, similar to the IDC plug and socket used for the PL3/SO3 combination. Because the HEX switch had pin connections for soldering to a circuit board, a socket was attached to the panel end of PL4 so that connections are made with a plug/socket pair at the panel.
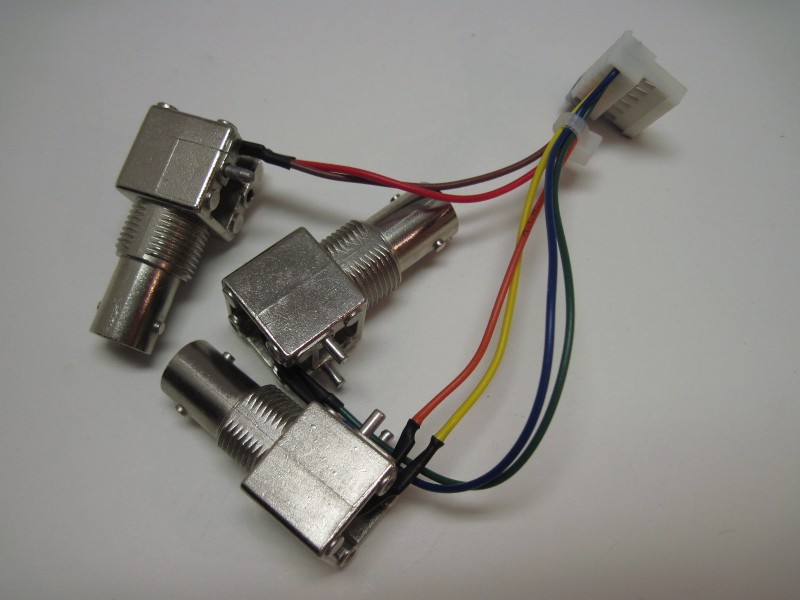
Lastly, the three front-panel jacks connect to the motherboard via the PL1/SO1 plug and socket combination. Because I used some on-hand board-mount BNC jacks, it was easier to wire the jacks and PL1 socket assembly before attaching the jacks to the front panel, as shown in Photo 12. With normal panel mount BNC jacks it may be possible to wire the jacks in place.
Page 11
Wiring to the front panel is mostly described in the motherboard section. As noted earlier, the front panel template had to be changed from the one shown here. This corrects two slight problems. First, the front panel's top panel rail extends down to the edge of the indicator LED nuts on the back side. The template was changed to move the LED row down slightly to provide more nut clearance. Also, the labels for the output jacks are somewhat too close to the jacks -- this is mostly because the larger board-mount BNCs were used at the last minute. On the fixed template, the output labels have been pulled down somewhat so that they work with regular panel-mount BNCs and the larger board-mount BNCs. The instrument name text was also adjusted downward because of the lowered indicator LEDs.
When the unit is plugged in, the Option (HEX display) LEDs will light up in a pattern that corresponds to the HEX-coded option switch. Turning the option switch will change the pattern. The functions corresponding to each pattern are listed in Table 1 on Schematic 1. For example, selecting the pattern with all LEDs on ($F), will produce siren tones at the High and Low outputs when the RUN/STOP switch is cycled.
To start a new set of tones, turn the Option knob to the HEX pattern for the desired tones and cycle the RUN/STOP switch. The forces the processor to reboot with newly-selected voltages on the pins used to select options. After reading the option pins, the processor produces the selected tones until the RUN/STOP switch is pressed again. The AGEN documentation describes the functions generated for each switch Option.
Ensure that the AGEN module is plugged in correctly to its socket. After applying 5 Volt power, check the front panel power LED and the regulator output at the VD pin. It should be 3.3 Volts. If there is no voltage there or on the +5 pin, (gingerly) feel the regulator to see if it is running hot.
Assuming that module power is normal, check the Option LEDs -- they should change as the Option switch is rotated. Note that the indicator LEDs and Option switch operate independently of the AGEN module -- the module just reads the LED/switch selection.
Connect a scope to the High and Low outputs and toggle the RUN/STOP switch for several Option selections. The outputs should correspond to the Table 1 in the schematic. If there is no output, backtrack the PL1/SO1 connections the AGEN module pins (hint: remove the AGEN module and use a continuity checker).
If the outputs are wired correctly, check the AGEN input pins, P0.0, P0.1, P0.4 and P0.5 (labeled ".0", ".1", ".4" and ".5"). Their logic voltages should change per Table 1 as the Option switch is rotated. If the inputs do not agree, check for bit reversals in the wiring.
If the outputs do not change when the Option switch is rotated and the RUN/STOP switch is cycled, check the wiring of the RUN/STOP switch.
If none of the Option LEDs operate as the Option switch is rotated, the LEDs may be wired backward.
Page 12
The following parts list is for the enclosure, motherboard and chassis components used for the AUDIT project. Refer to the AGEN documentation for a description and parts list for the AUDIT Module. As noted earlier, the AUDIT Module is an AGEN Target Module programmed with AUDIT firmware.
| Part | |||||
| RN1 | RES network, 330R, DIP-16, 6 used | stock | N/A |
||
| C12 | CAP, electrolytic, 100 uF, 25 Volt | stock | N/A |
||
| C11 | CAP, ceramic, 0.01 uF, 25 Volt | stock | N/A |
||
| D1 | LED, 3mm, red, panel mount | stock | N/A |
||
| D2-5 | LED, 5mm, green, reflector panel mount | Digikey | 67-1164-ND |
||
| J1 | JACK, power, for user's 5 Volt power wart | user stock | N/A |
||
| J2-4 | JACK, BNC panel mount | Mouser | 571-5227169-7 |
||
| S1 | SWITCH, toggle, SPDT | stock | N/A |
||
| S3 | SWITCH, 16-pos. rotary, hex-coded | Digikey | 25LB22-H |
||
| N/A | Proto Board, 3" by 2", cut down from 3" by 4" standard board | Parallax, Inc. | N/A |
||
| PL1/SO1 | CONN, Molex, 6-position, polarized, IDC | stock | N/A |
||
| PL2/SO2, PL5/SO5 | CONN, Molex, 2-position, polarized, IDC | stock | N/A |
||
| PL3/SO3, PL4/SO4 | CONN, 10-pin (2x5), shrouded header & IDC socket | stock | N/A |
Page 13
| Part | |||||
| PNL1 | Panel, front, 4" by 5", 1/16" glass/epoxy circuit board | stock | N/A |
||
| PNL2 | Panel, back, 4" by 4 3/4", 1/16" glass/epoxy circuit board | stock | N/A |
||
| PNL3, 4 | Panel, side, 4" by 4", 1/16" flexible plastic | TAP Plastics | N/A |
||
| PNL5, 6 | Panel, top/bottom, 4 1/2" by 4", 1/16" glass/epoxy circuit board | stock | N/A |
||
| ANGL1-4 | Angle Stock, 1/2", aluminum, 4 1/2" long | Home Depot | N/A |
||
| STDF1-8 | Standoff, aluminum, 1/2", 4-40 thread | stock | N/A |
||
| --- | Template, front panel | AUDIT/hardware/AUDIT_front_panel.fpd from BOBZ documentation disk | Front Panel Express, LLC |
||
| --- | Glue, clear | TAP Plastics | E-6000 |
||
| --- | Paint, clear acrylic in spray paint can | Home Depot | N/A |
Original circuit with AUDIT Module, Rev. D of the schematic |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}